Hot Runner vs Cold Runner Injection Molds: An In-Depth Comparison of Efficiency and Cost
Choosing between hot runner and cold runner injection molds can be a pivotal decision in the manufacturing process, impacting both efficiency and cost. With over 15 years in the injection molding industry, I have seen firsthand how this choice can influence production outcomes. Let's delve into the
Hot Runner vs Cold Runner Injection Molds: An In-Depth Comparison of Efficiency and Cost
Choosing between hot runner and cold runner injection molds can be a pivotal decision in the manufacturing process, impacting both efficiency and cost. With over 15 years in the injection molding industry, I have seen firsthand how this choice can influence production outcomes. Let's delve into the specifics to help you make an informed decision.
Understanding the Basics
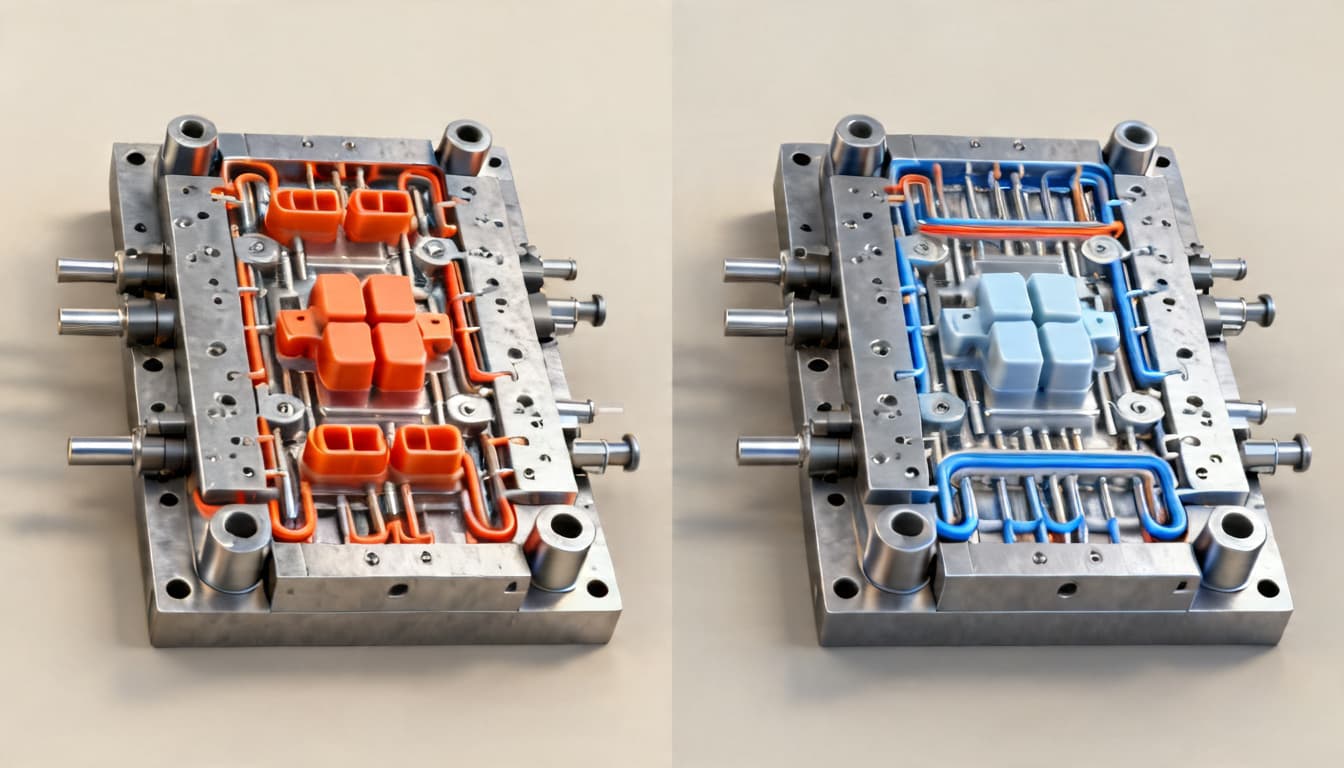
What is a Hot Runner System?
A hot runner system maintains the plastic in a molten state throughout the injection process by using heated components. This system typically includes heated manifolds and nozzles. The absence of runners in the final product reduces waste and eliminates the need for additional recycling processes.
What is a Cold Runner System?
In contrast, a cold runner system uses unheated channels to convey molten plastic into the mold cavities. Once the molding process is complete, the runners cool down and solidify along with the part, requiring removal and often recycling.
Efficiency Comparison
Cycle Time
Cycle time is a crucial factor in production efficiency. Hot runner systems typically offer shorter cycle times due to the absence of solidified runners, which can significantly reduce mold open time. For instance, a typical cycle time for a hot runner system might be 10-15 seconds, whereas a cold runner system could extend to 15-25 seconds.
Material Waste
Material waste is another consideration. Hot runner systems minimize waste as there are no solidified runners to discard. In contrast, cold runner systems can generate up to 20-30% additional material waste, depending on the part design and runner system configuration.
Cost Analysis
Initial Investment
The initial cost of a hot runner system is generally higher due to the complexity and precision of the heated components. This can range from $20,000 to $100,000 depending on the mold design and number of cavities. Cold runner systems are less expensive, with costs typically ranging from $5,000 to $50,000.
Operational Costs
While hot runner systems have higher initial costs, they often lead to lower operational costs due to reduced material waste and shorter cycle times. Cold runner systems may incur higher operational costs over time due to increased waste and longer production cycles.
Material Considerations
| Material | Recommended Runner System | Typical Melt Temp (°C) | Typical Mold Temp (°C) |
|---|---|---|---|
| ABS | Hot Runner | 230-260 | 70-100 |
| PP | Cold Runner | 200-250 | 20-60 |
| PC | Hot Runner | 270-310 | 80-120 |
| PA66 | Cold Runner | 260-290 | 80-100 |
Practical Considerations
Design Flexibility
Hot runner systems offer greater design flexibility, allowing for more complex and varied part geometries without the constraints of runner placement. This can be particularly advantageous for intricate designs where runner removal would be challenging.
Maintenance and Troubleshooting
Hot runner systems require more maintenance due to the complexity of the heated components. Regular checks for leaks, heater failures, and temperature calibrations are essential. Cold runner systems are simpler and easier to troubleshoot, often requiring less maintenance.
Common Defects and Solutions
Defects in Hot Runner Systems
Common defects include color streaks and material degradation due to prolonged residence time. Ensuring proper temperature control and regular purging of the system can mitigate these issues.
Defects in Cold Runner Systems
Cold runner systems often face issues like warping and sink marks due to uneven cooling. Optimizing the cooling time and ensuring uniform wall thickness (1-3mm) can help reduce these defects.
Step-by-Step Mold Selection Process
- Identify the material requirements and compatibility with runner systems.
- Evaluate the part complexity and design flexibility needs.
- Calculate the projected production volume and cycle time requirements.
- Assess initial budget constraints and long-term cost implications.
- Select the runner system that aligns with your production goals and constraints.
Practical Tip: Always involve your material supplier and mold maker early in the decision-making process to ensure compatibility and optimize design for manufacturability.
Conclusion
Choosing between hot and cold runner systems involves balancing initial costs, efficiency, and material considerations. Hot runner systems excel in reducing waste and cycle time but come with higher upfront costs and maintenance needs. Cold runner systems are more cost-effective initially and simpler to maintain but may incur higher operational costs due to increased waste. By carefully evaluating your specific requirements and constraints, you can select the most suitable system for your production needs.
For further assistance in selecting the right injection molding system, consider reaching out to the experts at Panda Molding for a free quote.