Identifying the Most Frequent Injection Molding Defects: Key Causes and Practical Solutions
Injection molding is a cornerstone of modern manufacturing, but even seasoned professionals encounter defects that can compromise the integrity and appearance of molded parts. Understanding these defects, their causes, and how to effectively address them is crucial for maintaining quality and effici
Identifying the Most Frequent Injection Molding Defects: Key Causes and Practical Solutions
Injection molding is a cornerstone of modern manufacturing, but even seasoned professionals encounter defects that can compromise the integrity and appearance of molded parts. Understanding these defects, their causes, and how to effectively address them is crucial for maintaining quality and efficiency in production.
Common Injection Molding Defects
Injection molding defects can arise from a variety of factors, including material properties, machine settings, and mold design. Here, we explore some of the most frequent defects encountered in the industry.
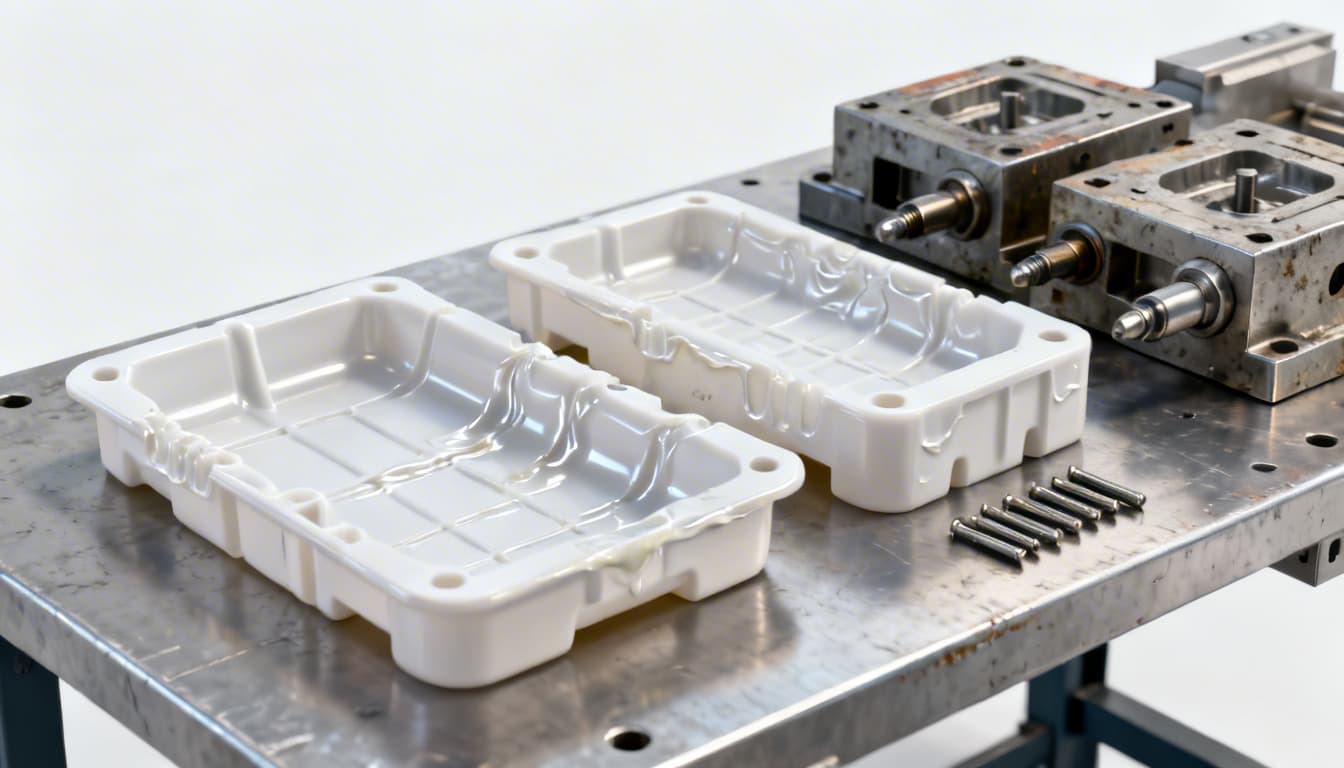
1. Warping
Warping occurs when different parts of a molded component cool unevenly, leading to a distorted shape. This can be particularly problematic for components requiring tight tolerances.
Causes
- Uneven cooling rates due to improper mold temperature settings.
- Inconsistent wall thickness, which can lead to differential shrinkage.
Solutions
- Ensure uniform wall thickness, ideally between 1-3mm.
- Optimize mold temperature settings, typically between 20-80°C depending on the material.
2. Sink Marks
Sink marks are depressions on the surface of the molded part, often occurring in thick sections of the part.
Causes
- Insufficient packing pressure or time.
- Excessive wall thickness.
Solutions
- Increase packing pressure, generally between 50-100 MPa.
- Reduce wall thickness or use ribs to maintain strength.
Material Considerations
Choosing the right material plays a critical role in minimizing defects. Below is a comparison of common materials used in injection molding.
| Material | Typical Melt Temp (°C) | Typical Mold Temp (°C) | Common Applications |
|---|---|---|---|
| ABS | 210-250 | 50-80 | Consumer electronics, automotive parts |
| PP | 200-250 | 10-60 | Packaging, automotive components |
| PC | 270-320 | 80-120 | Optical discs, safety helmets |
Machine and Process Parameters
Optimizing machine settings is vital for reducing defects. Below are key parameters to monitor:
Injection Pressure
Injection pressure is crucial for filling the mold cavity properly.
Recommended Settings
- Typically ranges from 60-140 MPa depending on material and part design.
Cycle Time
Cycle time affects production efficiency and part quality.
Recommended Settings
- Adjust based on material cooling time, generally between 30-90 seconds.
Design Guidelines
Proper design is foundational in preventing defects. Here are some guidelines to follow:
- Ensure uniform wall thickness to minimize warping and sink marks.
- Incorporate draft angles between 0.5°-2° to facilitate part ejection.
Step-by-Step Checklist for Defect Reduction
- Review and optimize mold design for uniform wall thickness and adequate draft angles.
- Choose the appropriate material for the application.
- Set injection and packing pressures according to material specifications.
- Monitor and adjust mold and melt temperatures to ensure even cooling.
- Regularly inspect and maintain molding equipment to ensure consistent operation.
Practical Tip: Regularly conduct mold flow analysis to predict potential defects and optimize mold design before production begins.
Conclusion
Injection molding defects can be minimized with a comprehensive understanding of their causes and solutions. By optimizing material selection, machine settings, and design parameters, manufacturers can significantly enhance product quality and reduce waste. For expert support in achieving defect-free injection molding, get a free quote from Panda Molding today.