Injection Molding Design Considerations for Multi-Cavity Molds
In the competitive landscape of injection molding, the design of multi-cavity molds plays a crucial role in achieving cost efficiency and high production rates. However, designing such molds requires careful consideration of various technical parameters to ensure quality and consistency. Let's delve
Injection Molding Design Considerations for Multi-Cavity Molds
In the competitive landscape of injection molding, the design of multi-cavity molds plays a crucial role in achieving cost efficiency and high production rates. However, designing such molds requires careful consideration of various technical parameters to ensure quality and consistency. Let's delve into the essential design considerations that can significantly impact the performance of multi-cavity molds.
Understanding Multi-Cavity Molds
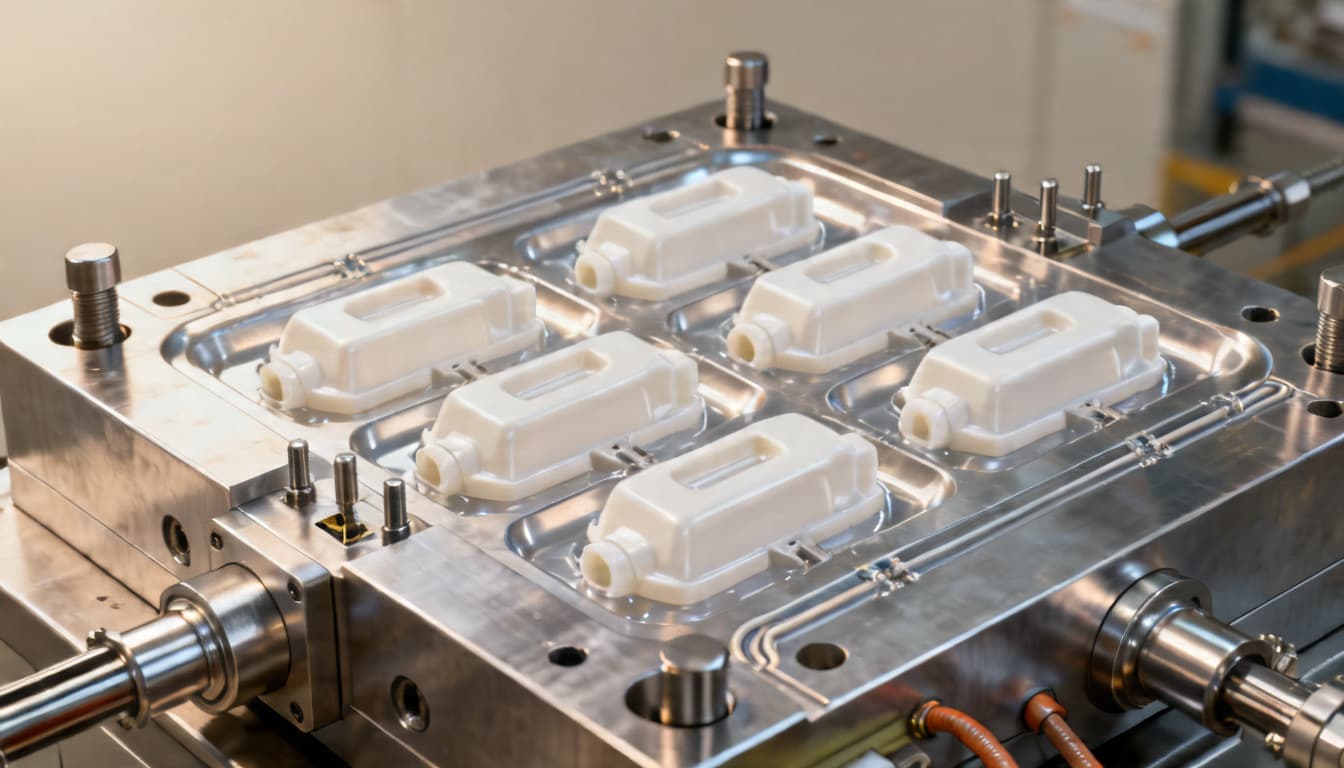
Multi-cavity molds are designed to produce multiple parts per cycle, increasing production efficiency. However, this comes with its own set of challenges, including maintaining uniformity across all cavities.
Balancing the Mold
Ensuring an even distribution of material across all cavities is paramount. An unbalanced mold can lead to varying part weights, dimensional inconsistencies, and increased scrap rates. Flow simulation software can be utilized to predict and rectify potential imbalances before mold fabrication.
Runner and Gate Design
The design of runners and gates is critical to ensuring uniform flow. The runner system should be designed to minimize pressure loss and ensure simultaneous filling of all cavities. The gate size and location must be optimized to reduce shear stress and avoid defects such as jetting or weld lines.
Material Selection for Multi-Cavity Molds
Choosing the right material for your application is critical, as different materials have varying flow characteristics and shrinkage rates.
| Material | Melt Temperature (°C) | Mold Temperature (°C) | Shrinkage (%) |
|---|---|---|---|
| ABS | 220-250 | 50-80 | 0.4-0.7 |
| PP | 220-260 | 40-80 | 1.0-2.5 |
| PC | 270-320 | 80-120 | 0.5-0.7 |
| PA66 | 260-290 | 70-100 | 0.7-2.0 |
| POM | 190-230 | 80-100 | 2.0-2.5 |
Design Rules and Tolerances
Adhering to industry-standard design rules can significantly reduce the risk of defects and improve the manufacturability of multi-cavity molds.
Wall Thickness
Uniform wall thickness is crucial to avoiding sink marks and warping. The recommended wall thickness for most thermoplastics ranges from 1 to 3 mm, but this can vary based on the material and part design.
Draft Angles
Incorporating appropriate draft angles facilitates part ejection and reduces the risk of surface defects. A draft angle of 0.5 to 2 degrees is typically recommended, depending on the depth and complexity of the part.
Tolerances
Establishing realistic tolerances is essential for multi-cavity molds. Overly tight tolerances can lead to increased costs and manufacturing challenges. Refer to ISO and ASTM standards for guidance on appropriate tolerances for different materials and applications.
Process Parameters for Multi-Cavity Molds
Optimizing process parameters is vital to achieving consistent quality across all cavities. Key parameters include injection pressure, cycle time, and cooling time.
| Parameter | Recommended Range | Impact on Quality |
|---|---|---|
| Injection Pressure | 50-150 MPa | Too low can cause short shots; too high can lead to flash |
| Cycle Time | 20-60 seconds | Longer cycles increase cost; shorter cycles may cause defects |
| Cooling Time | 15-45 seconds | Insufficient cooling can cause warping |
Common Defects and Solutions
Understanding common defects and their root causes can help in designing effective multi-cavity molds.
Short Shots
Short shots occur when the mold cavity is not completely filled. This can be caused by inadequate injection pressure or poor material flow. Increasing the injection pressure or optimizing the runner design can mitigate this issue.
Flash
Flash occurs when excess material escapes from the mold cavity, often due to excessive injection pressure or poor mold clamping. Reducing the injection pressure and ensuring proper mold alignment can help prevent flash.
Warping
Warping is a common issue caused by uneven cooling or material shrinkage. Ensuring uniform wall thickness and optimizing the cooling time can reduce the risk of warping.
Checklist for Designing Multi-Cavity Molds
- Conduct flow analysis to ensure balanced filling.
- Optimize runner and gate design for uniform flow.
- Select appropriate material based on application needs.
- Adhere to industry-standard design rules and tolerances.
- Set and monitor process parameters for consistency.
- Regularly inspect molds and parts to identify and address defects.
Practical Tip: Always perform a trial run with a single-cavity prototype before scaling up to a multi-cavity mold. This allows for adjustments and optimizations, reducing the risk of costly errors in the final production mold.
Conclusion
Designing multi-cavity molds for injection molding requires a thorough understanding of material properties, process parameters, and design principles. By considering these factors and adhering to industry standards, manufacturers can achieve efficient production, consistent quality, and reduced costs. For professional assistance with your injection molding projects, get a free quote from Panda Molding today.