Maximizing Hot Runner System Efficiency: Strategies for Streamlined Production in Injection Molding
In the fast-paced world of injection molding, efficiency is key to maintaining a competitive edge. Hot runner systems, integral to the process, can significantly enhance production efficiency when optimized correctly. However, without proper management, they can also become a source of defects and i
Maximizing Hot Runner System Efficiency: Strategies for Streamlined Production in Injection Molding
In the fast-paced world of injection molding, efficiency is key to maintaining a competitive edge. Hot runner systems, integral to the process, can significantly enhance production efficiency when optimized correctly. However, without proper management, they can also become a source of defects and inefficiencies. Here, we delve into strategies to maximize the efficiency of hot runner systems, combining technical insights with real-world experience.
Understanding Hot Runner Systems
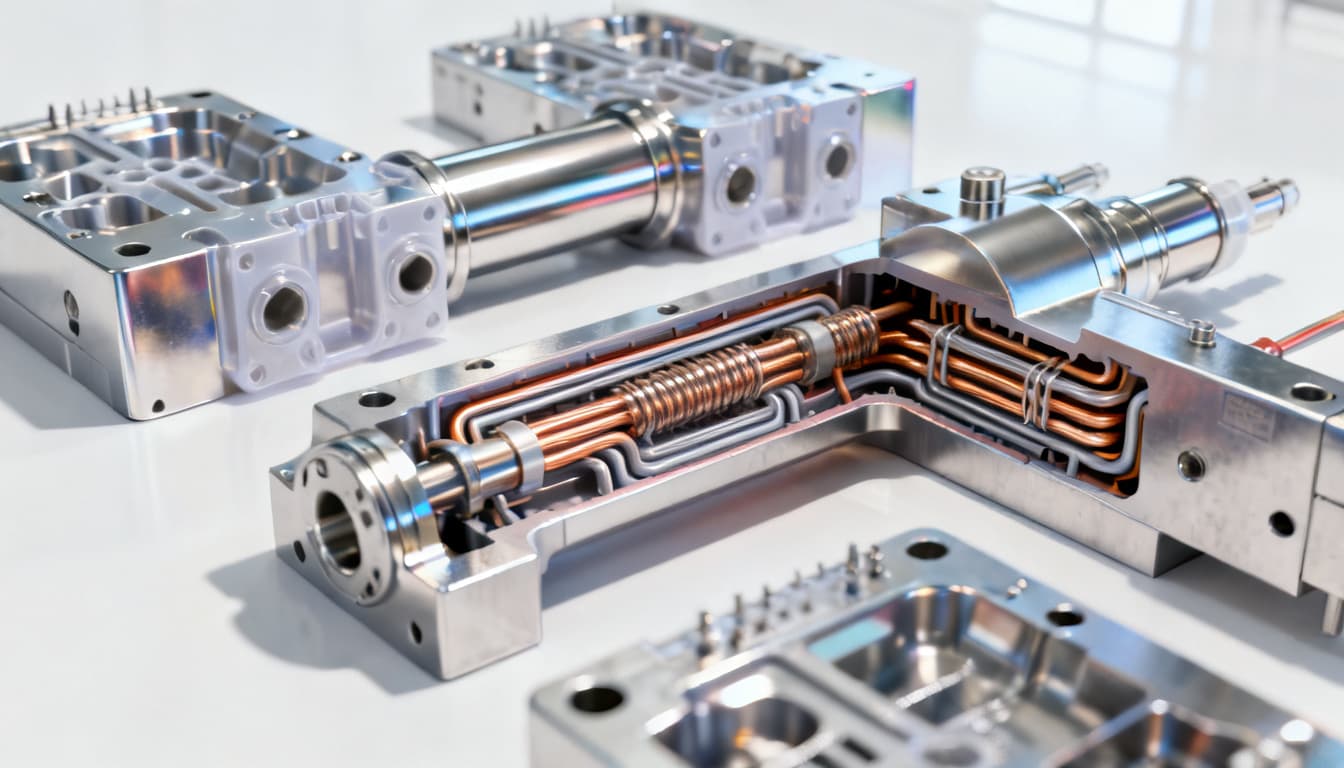
Hot runner systems are a vital component in modern injection molding, enabling the direct injection of molten plastic into the mold cavity without the need for runners. This not only reduces material waste but also shortens cycle times. The system typically consists of a heated manifold and a series of nozzles that deliver the plastic to the mold cavities.
Key Parameters
- Melt Temperature: Maintaining an optimal melt temperature is crucial. For example, ABS typically requires a melt temperature of 220-250°C, while Polypropylene (PP) needs 200-230°C.
- Mold Temperature: Proper mold temperature ensures consistent part quality. ABS mold temperatures range from 60-80°C, while PP is typically 20-50°C.
- Injection Pressure: This varies by material and mold design. For instance, ABS might require 60-100 MPa, whereas PP might need 50-80 MPa.
Material Considerations
Choosing the right material is paramount for hot runner efficiency. Different materials have unique processing requirements and thermal properties.
| Material | Melt Temperature (°C) | Mold Temperature (°C) | Injection Pressure (MPa) |
|---|---|---|---|
| ABS | 220-250 | 60-80 | 60-100 |
| Polypropylene (PP) | 200-230 | 20-50 | 50-80 |
| Polycarbonate (PC) | 270-310 | 80-120 | 80-120 |
Material-Specific Challenges
Each material presents unique challenges. ABS, for example, is prone to burn marks if the melt temperature is too high. On the other hand, PP may suffer from warping if the mold temperature is not adequately controlled. Understanding these nuances is critical for optimizing hot runner systems.
Design and Maintenance of Hot Runner Systems
Proper design and maintenance are essential to ensure the longevity and efficiency of hot runner systems.
Design Guidelines
- Wall Thickness: Maintain a uniform wall thickness between 1-3mm to avoid uneven cooling and shrinkage.
- Draft Angles: Design with draft angles of 0.5-2° to facilitate part ejection and reduce surface defects.
Maintenance Checklist
- Regularly inspect and clean nozzles to prevent clogging.
- Check for leaks and ensure all seals are intact.
- Monitor temperature controls to prevent overheating.
- Lubricate moving parts to reduce wear and tear.
Optimizing Process Parameters
Fine-tuning process parameters is crucial for maximizing efficiency and minimizing defects.
Cycle Time Reduction
Reducing cycle time can significantly enhance productivity. This involves optimizing cooling time, which is often the longest phase. Implementing conformal cooling channels in the mold can reduce cooling time by up to 40%.
Defect Prevention
Common defects like sink marks and warping can be mitigated by adjusting process parameters. For instance, increasing hold pressure can reduce sink marks, while ensuring uniform mold temperature minimizes warping.
Real-World Examples and Lessons Learned
In practice, even minor deviations in parameters can lead to significant defects. A notable example involved a production line using PA66 that consistently produced parts with voids. Upon investigation, it was found that the melt temperature was 15°C below the recommended 280-300°C. Adjusting the temperature solved the issue, highlighting the importance of adhering to material-specific guidelines.
Common Mistakes
- Ignoring manufacturer specifications for materials, leading to defects.
- Neglecting regular maintenance, resulting in increased downtime.
- Overlooking the importance of uniform wall thickness, causing warping.
Practical Tip: Regularly calibrate temperature and pressure sensors to ensure accurate readings and consistent quality.
Conclusion: Key Takeaways
Maximizing the efficiency of hot runner systems requires a comprehensive approach that encompasses material selection, design considerations, and process optimization. By adhering to industry standards and learning from real-world experiences, manufacturers can significantly enhance productivity and reduce defects. For further assistance, consider reaching out to professionals for a free quote and expert advice.